
床版とは、自動車などの荷重を直接受ける部分です。荷重を受けても走行に支障をきたすような変形を起こさず、荷重を橋けたに伝える役目をしています。
 工場で製作した、橋桁と鋼床版のパネルを現場で組立てて、溶接で接合します。(写真の赤いラインです)
工場で製作した、橋桁と鋼床版のパネルを現場で組立てて、溶接で接合します。(写真の赤いラインです)シーム(橋軸方向)が5本。バット(橋軸直角方向)が約8m~10m間隔でつないでいきます。
溶接は、サブマージアーク溶接という方法で行っています。
サブマージアーク溶接法の原理は,図に示すように予め粒状フラックスを溶接線に沿って散布しておき,その中にソリッドワイヤを送給装置によって連続的に供給し,フラックスに覆われた状態で母材とワイヤ間にアークを発生させて融接します。フラックスはアーク熱によって溶融してスラグとなり,アークおよび溶融金属を覆ってそれらを大気から保護します。
サブマージアーク溶接法の特徴は,太径ワイヤに大電流を流すので,手溶接の数倍から十数倍も能率が良いことで、一般に溶込みが深く,溶接条件が適切であれば,ビード断面形状がすり鉢状で溶接品質が安定しており,均一で美しいビード外観が得られ,継手の信頼性が高いとされています。

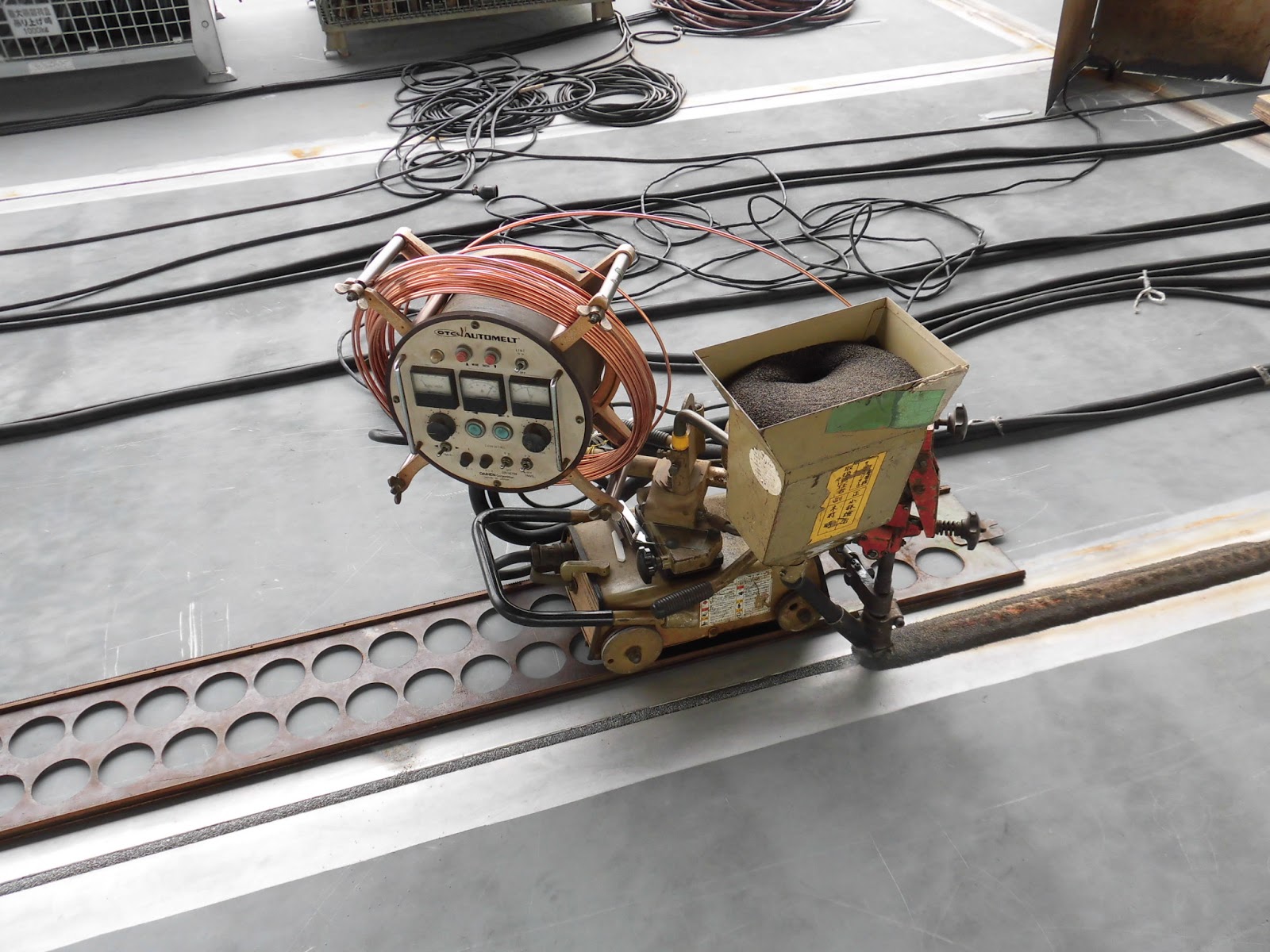 |
| 全自動サブマージアーク溶接機 |
0 件のコメント:
コメントを投稿